不锈钢、碳钢等金属板材销售、加工一体化服务商
本公司承诺 南通全境可送货
全国服务热线
13906285149
0513-83317333

不锈钢、碳钢等金属板材销售、加工一体化服务商
本公司承诺 南通全境可送货
13906285149
0513-83317333

手 机:13906285149
电 话:0513-83317333
邮 箱:2677304408@qq.com
网 址:www.qdrhjs.cn
地 址:启东市汇龙镇台角村发展路4号
如果激光使用者可以以相同或略微比较高的成本增加加工速度并生产出质量比较高的零件,则应强烈认为氮气是气体。随着材料厚度的增加,决定变得具挑战性。如果要生产的零件需要二次操作,则用户需要权衡额外工艺和处理启东激光切割切管的成本,以使得激光切割工艺中额外氮气的成本是否将提供具成本效益的解决方案。

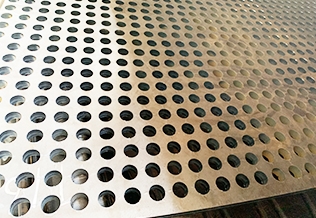
纤维激光切割不锈钢后,利用激光束照射到钢表面释放能量,使不锈钢熔化和蒸发。对于以不锈钢薄板为主要成分的制造,使用激光切割不锈钢是一种速度而有成效的加工方法。
如果在加工过程中严格控制激光切割工艺参数,则可以保持此类材料的良好耐腐蚀性。影响不锈钢切割质量比较重要的工艺参数是切割速度,激光功率,气压等。具体问题和调试方法如下:
1.产生规则故障的小液滴可能的原因:
(1)聚焦太低(2)进给速度太高
(1)调焦(2)减少进给速度
2.两面都有长不规则的丝状毛刺,表面大片变色。
(1)进给速度太低(2)聚焦太高(3)气压太低(4)材料太热
解
(1)增加进给速度(2)减小聚焦(3)增加气压(4)冷却材料
3.只有一侧的边缘具有长的不规则毛刺。
(1)喷嘴未对准(2)聚焦太高(3)气压太低(4)速度太低
(1)对齐(2)喷嘴下的焦点 (3)余现象越来越的空气压力(4)增加 的速度