不锈钢、碳钢等金属板材销售、加工一体化服务商
本公司承诺 南通全境可送货
全国服务热线
13906285149
0513-83317333

不锈钢、碳钢等金属板材销售、加工一体化服务商
本公司承诺 南通全境可送货
13906285149
0513-83317333

手 机:13906285149
电 话:0513-83317333
邮 箱:2677304408@qq.com
网 址:www.qdrhjs.cn
地 址:启东市汇龙镇台角村发展路4号
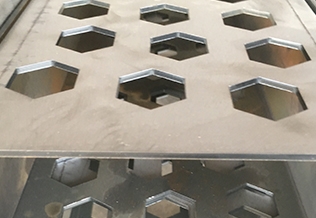
钣金加工中焊接工艺中要注意的点:
1、仔细检查坡口的钝边,尽量不要超过2mm,钝边过大在焊接过程中由于母材合金含量高,铁水流动性差易造成根部未熔。
2、仔细检查两端管子中 250—300mm处贴上两层可熔纸。
3、掌握好对口间隙,尽量控制在3—4 mm之间,间隙过小容易造成未焊透或间断性根部未熔焊丝,但间隙过大使焊接操作困难产生根部高低不平并伴随未熔焊丝头。
4、打底时要注意不能象一般钢材焊接,送丝一定要均匀,不能靠送丝的力量来突出根部,这样容易造成根部焊缝未熔焊丝头的产生。铁水过渡尽量采用自由过渡,启东不锈钢收头时特别要注意把电流衰减下来,填满弧坑后移向坡口边沿收弧,防止产生裂纹。
5、电焊时首先一道采用小焊条,小电流、防止击穿,每一根焊条收弧时应注意填满弧坑。